")
1.Raised Access Flooring ——The Invisible Pillar of Modern Data Centers and Flexible Offices
Raised access floor refers to the adjustable metal brackets, beams to lift the panel off the original ground 3 cm ~ 150 cm, forming a continuous, removable, the lower part of the use of “hidden space” of the movable floor system, through its special structure to meet the needs of a variety of needs, such as anti-static, conductive, cabling and so on. Raised access floor industry is mainly for the Internet industry, electronic information manufacturing, commercial office buildings and other related industries to provide professional supporting products, in the professional data room, Internet data centers and other fields are widely used.
In the cloud computing, artificial intelligence, high-speed development of today, the United States, on average, every day more than 1 MW of new data center load, while carrying these massive computing power, often under the feet of the people that piece of unnoticed “raised access floor”. From Silicon Valley headquarters to Wall Street trading floors, from government supercomputing centers to hospital clean rooms, these floors not only steadily support the operation of tens of thousands of servers, but also tens of thousands of tons of wires and cables, cooling tubes and ducts invisible "under the floor, determining the flexibility of the space, energy efficiency, and the operation and maintenance efficiency.
This article starts the conversation around how to choose the right raised access floor manufacturer for your remodeling scheme, exploring the leading raised access floor manufacturers in the U.S. to help you understand the benefits of these manufacturers and make an informed decision based on your needs.
2.How To Choose The Right Raised Access Floor Manufacturer

(1) Product quality
When matching different decoration programs and usage scenarios, it is necessary to clarify the core performance parameters required for flooring, including anti-static performance, load-bearing limit, wear and compression resistance, fire resistance index and environmental protection standards. On this basis, a comprehensive assessment of the manufacturer's raw material selection logic and flooring production process - high-quality raw materials is the cornerstone of performance, advanced technology is the quality guarantee. At the same time, the manufacturer must establish a perfect and stringent quality inspection system, the implementation of multi-links, the whole process of precision testing of the product; and whether to provide authoritative organizations issued by the product testing report is a measure of the strength of its quality control and integrity of the key basis.
(2) Production scale and capacity
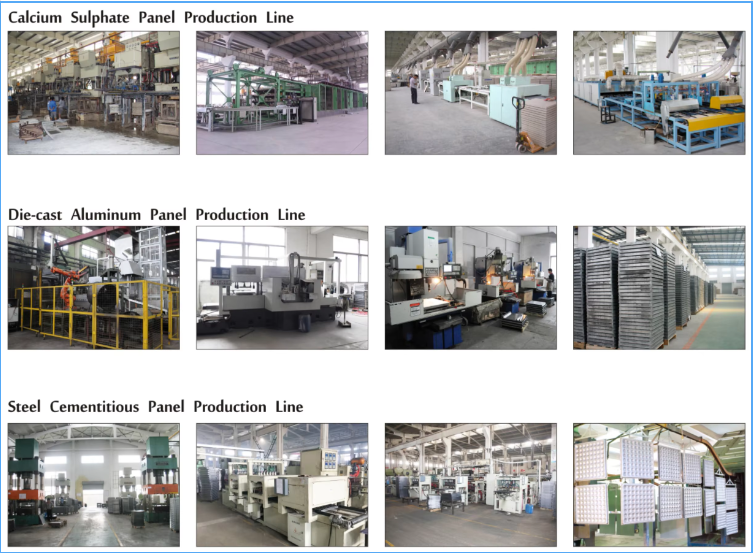
Visit the flooring manufacturer's production plant to see how large it is, how advanced the equipment is, and how refined the production process is. Manufacturers with large production bases and advanced equipment usually have stronger and more stable production capacity. Choose a manufacturer with a larger production base, equipped with multiple automated production lines covering all-steel, aluminum, calcium sulfate, and other types of raised access flooring production lines, for more reliable product quality, delivery capabilities, and service levels.
(3) Level of service

pre-sales:The professional manufacturer will deeply understand the specific needs of the customer's project, and tailor-made the selection of the raised access floor according to the weight of the equipment in the server room, the layout and the future expansion plan to meet the customer's personalized customization needs. At the same time, the manufacturer can provide samples and professional explanation to help customers fully understand the product, so as to make accurate decisions.
on sale:The Specialty Manufacturer should provide customers with timely feedback on the production status of their products during the flooring manufacturing process, including updated product photos and shipment schedules.
after-sales :A quality manufacturer should be able to provide professional installation guidance and after-sales service team to ensure that the flooring can be installed correctly and that solutions and technical support can be provided in a timely manner when faults or problems occur during use.
(4) Market reputation
Customer testimonials and practical case references from manufacturers are also important aspects to focus on.
(5) Industry Qualifications and Certifications
Priority should be given to verifying whether the manufacturer has a business license, production license and other legal business qualifications, and its products need to comply with international standards and pass ISO and other authoritative certification; at the same time, confirming that the enterprise has professional qualifications in the field of computer room engineering, clean room engineering and other related areas, and refer to its successful cases in similar projects and industry awards.
3.Top 10 Raised Access Flooring Manufacturers in The United States
If you're looking for top-of-the-line raised access flooring, look to the following well-known U.S. manufacturers of raised access flooring, all of which are known for their innovation, durability, and dedication to excellence.
(1)TATE

Tate Access Floors was founded in 1962 and is headquartered in New Jersey, USA. The company specializes in raised access flooring and is highly skilled in creating systems that focus on ease of operation and durability. Its products are used in mission-critical facilities where reliability is critical. From modular designs that allow for quick reconfiguration to advanced cable management solutions, Tate's floors are designed to meet the ever-changing needs of modern buildings.
(2)KINGSPAN

Founded in 1965 in County Cavan, Ireland, KINGSPAN has evolved over the years to become a global leader in construction and renovation solutions. By implementing a sustainable approach to product design, manufacturing processes and raw material selection, KINGSPAN not only provides customers with high quality raised access flooring products, but also contributes to the construction industry's progress towards green and low carbon development. As an innovative company with a long history, KINGSPAN's raised floor products stand out from other manufacturers due to their superior performance, extensive product line and strong commitment to sustainability.
(3)ASM

Founded in 1979, ASM is headquartered in California, with its unique geographic location, not only can quickly respond to the needs of the U.S. domestic market, but also efficiently radiate part of the global business, focusing on all kinds of commercial and industrial projects to provide high-quality raised access floor solutions. After years of development, ASM has established a perfect production and marketing system, with a modern large-scale production base, equipped with advanced automated production equipment, to ensure stable product quality and production efficiency.
(4)Armstorng

The Armstrong brand originated from Armstrong World Industries, which was founded in 1860, and in 2016 Armstrong World Industries spun off its flooring business to form the independent Armstrong Flooring Company. As a global leader in flooring solutions, it also holds an important position in the raised access floor segment. Armstrong's systems are known for their stylish design and great adaptability, perfectly blending functionality with aesthetics.
(5)HUILIAN

Founded in 1999, Huilian is one of the world's leading manufacturers of raised access flooring, and has long-term cooperation with many well-known international brands such as TATE, ASM, KINGSPAN and so on. The company focuses on providing high-quality raised access flooring solutions for the data center and office market, known for its high-quality products, strong production capacity and extensive global influence, the company continues to improve and enrich the product structure and variety of products covering the three major mainstream products in the field of raised access flooring, to be able to all kinds of application scenarios demand.
(6)Haworth

Founded in 1948, Haworth is known for its office furniture and related space solutions and has a unique position in raised access flooring products. Haworth's systems are designed to support flexible office spaces that can be quickly reconfigured as business needs change. With a focus on balancing function and aesthetics, the company offers a wide range of finish options that blend seamlessly with all types of interior design styles. Whether it's a collaborative office or a high-tech research and development facility, Haworth's flooring meets performance needs.
(7)Access Floors Inc

IRVINE ACCESS FLOORS was founded in 1980 as a distributor for Teccrete, then evolved to become an independent supplier of raised access flooring. In 1986, Teccrete changed its name to Access Floors Inc. and is headquartered in Dallas, Texas, USA with a global network of operations. The company specializes in the design, installation and maintenance of raised floor systems in a variety of materials including concrete, steel, wood core, aluminum and fiberglass to meet a wide range of building scenarios and customer budgets.
(8)ASP

ASP Access Floors stands as a globally leading force in the access flooring industry, driving revolutionary advancements in both access flooring systems and installation methodologies. The company specializes in the end-to-end delivery of access flooring solutions—encompassing manufacturing, global distribution, and precision installation—catering to diverse project needs worldwide.Boasting over 20 years of industry expertise, ASP Access Floors has not only developed but also patented a portfolio of unique access floor designs. These innovations have been integrated into numerous iconic architectural projects across the globe, underscoring the company’s ability to deliver solutions that meet the highest standards of excellence.
(9)Gerflor

Founded in 1937 and headquartered in France, Gerflor is a leading company in the global market for flooring and wallcoverings, thanks to its long history and its capacity for continuous innovation. Gerflor USA was established in 2021 as the U.S. branch of the Gerflor Group. The company has 13 production sites, 29 subsidiaries, seven logistics platforms and five research and development centers. Thanks to its production sites in several regions of the world, its proximity to the market and its optimized logistics network, Gerflor is able to deliver its products to customers quickly and efficiently. With more than 80 years of expertise, Gerflor integrates environmental friendliness, functionality and aesthetics into every inch of its flooring designs, providing sustainable, high-performance, all-encompassing flooring solutions for healthcare, education, sports and public spaces.
(10)CBI Europe

Headquartered in Milan, Italy, CBI Europe is a leading manufacturer and provider of integrated solutions for raised access floors, calcium sulfate anti-static floors, and modular suspended ceilings, with more than 40 years of experience in providing a full range of in-house installation solutions to customers around the globe across a wide range of industry sectors. + CBI Europe's “Chicago Main Warehouse” and “New Jersey/San Jose Warehouses” form a 48-72 hour local distribution network within the United States, supporting not only large cloud data centers in North America, but also the urgent capacity expansion of financial trading floors and cleanrooms across the United States. and cleanrooms across the United States.
4.Huilian--Your Trustworthy Raised Access Floor Manufacturer

In today's highly competitive raised access flooring market, Huailian is like a bright star, with its excellent quality, innovative ideas and perfect after-sales service, it has always stood at the forefront of the industry and become the preferred brand trusted by many customers. Since its establishment, Huailian has always been focusing on the research, development, production and sales of raised access flooring. With the persistent pursuit of quality and keen insight into the market demand, Huailian has realized continuous development and growth, and has established a good reputation in the industry.
(1)Three mainstream product lines-Covering the needs of the whole scene
Huilian is one of the few companies in the industry that can simultaneously produce all-steel, calcium sulfate and aluminum raised access floors on a large scale. Huilian has elaborated a rich and diversified product line, whether it is computer rooms and data centers that require high static electricity protection, office buildings and offices that require convenient wiring, or electronic equipment production workshops and clean rooms that have strict standards for environmental cleanliness and stability, Huilian can provide quality products to match them.
(2)Advanced Technology, Top Strength
70+ patents (including 10 invention patents)
The first one in the industry to build its own anti-static laboratory, which can independently complete all key tests such as center load, rolling, impact and anti-static performance.
Participate in the development of calcium sulfate flooring industry standards, scientific research results directly into the industry's common norms.
International dual certification: through the U.S. CISCA, UK MOB standard test, exported to Europe, America, Asia-Pacific more than 20 countries and regions.
With two production bases covering 140,000 square meters, our strong production capacity ensures that we are able to support large-scale projects while offering competitive MOQs and high quality products.
(3)High Level of Service
Huilian always takes customer satisfaction as the primary goal, not only providing high-quality products, but also thoughtful and considerate service, to create a worry-free cooperation experience for the whole process.
")
In the pre-sales stage, Huilian has a professional sales team, they have rich product knowledge and industry experience, can patiently listen to customer needs, provide customers with detailed product consultation and professional selection advice.
In the mid-sale stage, Huilian strictly controls the production progress and delivery time of the products to ensure that the products can be delivered to customers on time, according to quality and quantity. At the same time, Huilian also provides customers with professional installation guidance and technical support to ensure that the product installation process is carried out smoothly.
In terms of after-sales service, Huilian has established a perfect protection system, the after-sales team of Huilian will respond to any product problems at the first time, and quickly arrange professional personnel to provide guidance and after-sales program to satisfy customers.
5.Conclusion
When it comes to selecting a raised access flooring manufacturer in the United States, factors such as product quality, production scale, service level, market reputation, and industry qualifications are crucial. The top 10 manufacturers listed, each with its own strengths, offer a range of reliable options.
If you are looking for high-quality raised access flooring products, HUILIAN will provide you with a satisfactory ideal solution.
 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Dansk
Dansk Shqip
Shqip বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Euskara
Euskara Български
Български Català
Català ქართული
ქართული Hausa
Hausa Lietuvių
Lietuvių


























































")












")



