A new era of green development and customization is reshaping the global raised access floor industry in 2026. As core infrastructure for data centers, high-end offices, and cleanrooms, choosing the right manufacturer directly determines project quality and long-term operation. This complete guide covers four major regions (Europe, Americas, Asia, Oceania), breaks down key selection criteria, and ranks top global brands—your go-to resource for smart purchasing
1. Raised Access Floors: The "Invisible Service Layer" of Modern Infrastructure
A modular raised floor system consists of adjustable pedestals, stringers, and floor panels, creating a dedicated plenum space between the floor and slab. It enables concealed cable management and HVAC distribution, with customizable features including anti-static, high-load, and precision air-flow capabilities.
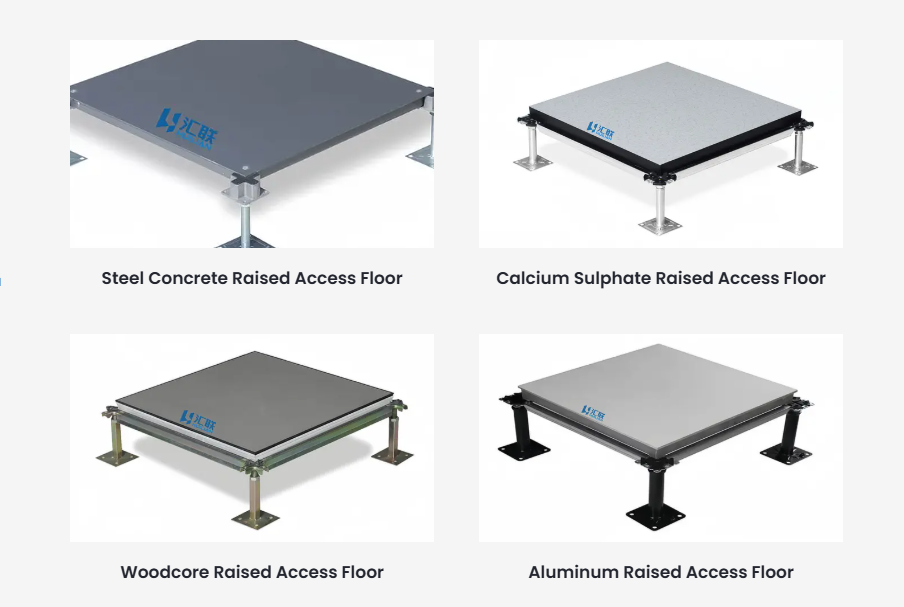
✅ Main Materials: Steel, Calcium Sulfate, Aluminum Alloy, Composite Wood
✅ Core Applications:
Data Centers,
Modern Offices, Precision
Manufacturing Cleanrooms, High-End Commercial Complexes
✅ Key Advantages: Flexible installation, reconfigurable for future expansion, aligned with green low-carbon building concepts
2. Four Regional Markets: Diverse Standards & Priorities

Align your selection with regional requirements first—compliance and core demands vary drastically across markets:
Europe: Environmental Protection + Precision Engineering + Aesthetics
Focus on sustainability, recycled material content, and full life-cycle cost. Compliant with EN 12825 standards. Prioritize products with dual environmental and design certifications, ideal for high-end offices and automotive R&D centers.
North America: Compliance + Performance + Compatibility
Dominant in data centers and high-end industrial projects. UL fire certification and CISCA standards are mandatory. Key metrics include fire resistance, seismic performance, and compatibility with data center infrastructure, with extremely high durability requirements.
Asia: Cost-Effectiveness + Efficiency + Localization
Booming demand driven by commercial construction and data centers, with China, Southeast Asia, and India as core growth markets. Prioritize cost-performance, fast delivery, and local technical support for large-scale project deployment.
Oceania: Strict Codes + Weather Resistance
Adheres to Australia’s NCC building codes, with strict requirements for weatherability, corrosion resistance, and seismic performance. Balances installation efficiency with high fire resistance and stability for both commercial and residential projects.
3. 5 Core Dimensions to Select Reliable Manufacturers
Don’t judge only by price—compliance, technology, capacity, service, and experience are all critical. Use this framework to identify premium partners✅
Certification & Compliance: Non-Negotiable Basics
R&D & Technology: Core Competitiveness
Evaluate in-house R&D teams and independent laboratories, focusing on patents for high-load and intelligent air-flow systems. Manufacturers capable of dynamic environment simulation are better suited for complex data center projects.
Production Capacity & Customization: Secure Large-Project Delivery
Prioritize manufacturers with annual capacity ≥ 2,000,000 ㎡ for large projects. Automated production lines enable customization; export-focused brands better understand international standards and reduce cross-regional compliance risks.
Full-Cycle Service: End-to-End Support
Top manufacturers provide on-site survey → design consultation → load calculation → installation supervision → 24/7 after-sales service, eliminating installation and maintenance risks from the start.
Project Experience: Proven Track Record
Review benchmark projects (data centers, corporate headquarters, cleanrooms), long-term partnerships with international brands, and complete project acceptance reports as tangible proof of product reliability.
4. Top 10 Global Raised Access Floor Manufacturers 2026 (Europe, Americas, Asia, Oceania)
North American Brands (3)
① Tate (USA)

Founded in 1962, specialist in data center cooling and raised floors. Weekly output of 140,000 panels, 40% custom orders. UL/CISCA certified, serving landmark high-end offices in Dubai and core North American data centers.
② ASM (USA)

North American leader in industrial-grade raised floors, focused on data centers and control rooms. LOI ≥ 35%, compliant with UL and US energy codes, tested to 1,000,000 cycles of fatigue loading. Supply chain covers the Americas.
③ Netfloor USA (USA)
Expert in lightweight modular floors for offices and smart buildings. UL certified, 60 ㎡ daily installation by a 3-person team, flexible cabling, 40% lower installation & maintenance cost vs traditional systems. Ideal for North American commercial real estate retrofits.
European Brands (3)
① MERO-TSK (Germany)
Founded in 1928, global benchmark for anti-static floors. 37,000 ㎡ production base + 6 production lines, EN 12825 compliant. Widely used in automotive R&D centers and premium European office buildings.
② Kingspan (Ireland)

Founded in 1965, global leader in high-performance building materials, operating in 70+ countries. Raised floors emphasize thermal insulation and green features, CE/REACH certified, perfect for sustainable construction projects worldwide.
③ Lindner Group (Germany)
Integrated building materials group with versatile raised floor solutions. CE certified, with Cradle-to-Cradle certification for select products. Offers steel, aluminum, and wood-core options for offices, studios, and hospital operating rooms, with turnkey design & installation.
Asian Brands (3)
① Huilian (China)

Leading national manufacturer with integrated design, production, and export. Annual capacity over 4,000,000 ㎡, full international certifications (CE, UL, KS). 70+ core patents focused on high-load and intelligent air-flow, 15-day fast delivery, multilingual full-process foreign trade support.
② Press Metal (Malaysia)
Renowned electronics manufacturing services brand, CISCA/MOB compliant, UL/CE certified. Ideal for high-precision environments like wafer fabs, meeting strict anti-static and high-load requirements of Samsung, TSMC, etc. Market covers Asia-Pacific & North America.
③ Toptech (Hong Kong, China)
Global precision manufacturing benchmark, specialized in lightweight aluminum alloy raised floors. Excellent corrosion & seismic resistance, compliant with Japanese JIS and international EMC standards. Widely applied in high-end electronics factories and smart buildings.
Oceanian Brand (1)
① ASP Access Floors (Australia)
Market leader in Oceania, serving Australia, New Zealand, and Southeast Asia. Compliant with Australian NCC codes, specialized in AAC lightweight panels. 50 ㎡ daily installation by a 3-person team, fire rating FRL 120/120/120, suitable for mixed commercial-residential projects.
5. Recommended Partner: Huilian — Your Top Choice for Global Procurement
As a benchmark of China’s raised access floor industry, Huilian’s core competitiveness lies in
technological innovation, global compliance, and full-process service, making it the top choice for multinational enterprises. Five core strengths
Full International Compliance: ISO 9001/14001 certified, products meet CE, UL, KS, CISCA. Approved by China Anti-Static Product Quality Inspection Center, with long-term deep cooperation with international brands like ASM and Tate.
Top-tier R&D Capability: 70+ patents (10+ invention patents), industry’s first in-house anti-static laboratory, capable of full testing for load, impact, and anti-static performance. Participated in formulating calcium sulfate floor industry standards.
Large-Scale Custom Production: 140,000 ㎡ dual production bases, mass production of steel, calcium sulfate, and aluminum alloy floors, annual capacity 4,000,000 ㎡, custom orders deliverable in 10 days.
Global Benchmark Validation: Deployed in data centers, semiconductor wafer fabs, cleanrooms, high-end hotels, and other large-scale projects, with proven reliability worldwide.
Global Full-Process Service: Custom design consultation, international logistics coordination, remote installation guidance, 24/7 after-sales support, one-stop solution for global procurement pain points.
6. 2026 Industry Trends & Key Purchasing Summary
✅ Industry Trend: Green low-carbon and customization become mainstream; cross-regional projects demand higher international compliance and localized service capabilities from manufacturers.
✅ Core Purchasing Principle: Don’t blindly chase big names or low prices. Prioritize matching
regional standards + project needs, targeting manufacturers with "international certification + core patents + full-cycle service + stable capacity".
✅ Critical Reminder: Verify delivery capacity in advance for large projects; focus on R&D and performance testing for high-precision scenarios to ensure project quality and long-term operational efficiency.
Choosing the right raised access floor manufacturer lays a solid foundation for infrastructure projects! Save and share this guide for smarter, more efficient procurement
#GlobalRaisedAccessFloor2026 #DataCenterInfrastructure #BuildingMaterialsProcurement #RaisedFloorSelection
 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Dansk
Dansk Shqip
Shqip বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Euskara
Euskara Български
Български Català
Català ქართული
ქართული Hausa
Hausa Lietuvių
Lietuvių


































































